摩擦係数が低く、スティックスリップがありません。高いP.V値で使用できます。防振効果に優れています。
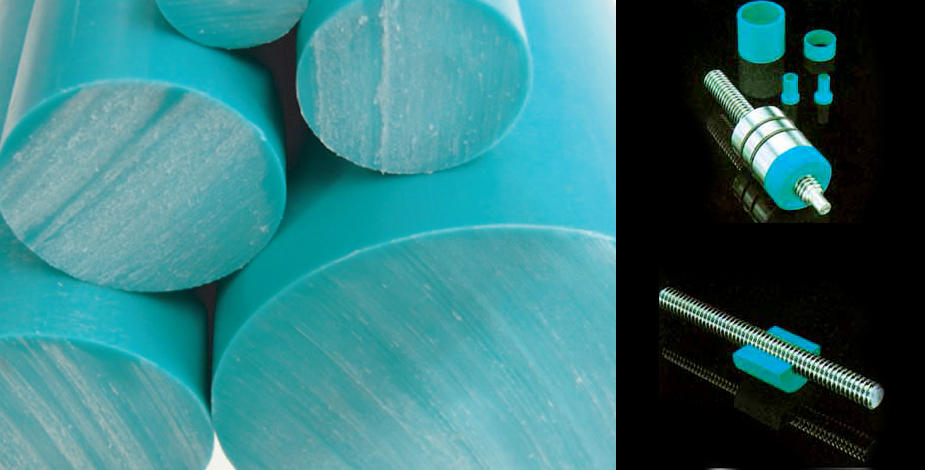

砲金、焼結合金にとってかわる軸受けです。
潤滑は必要ありません。
耐磨耗性に優れています。
摩擦係数が低く、スティックスリップがありません。高いP.V値で使用できます。防振効果に優れています。
| PV= | W | πdn | πWn |
| Ld | 100 | 100L |
P=荷重 kg/cm2 軸受投影面積(内径X幅)にかかる荷重
V=速度 m/min
w=軸受荷重 kg
L=軸受幅 cm
d=軸受内径 cm
n=回転数 rpm
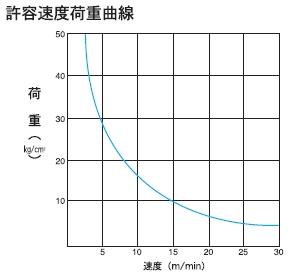
許容速度荷重値は、衝撃荷重、温度変化、相手材質の硬度、表面粗さなどによってかわりますが、右記グラフは、その許容値を示します。
| 性質 | 単位 | ASTM検査方法 | ターカイトA | ||||
|---|---|---|---|---|---|---|---|
| 引張強さ | kg/cm2 | D1708 | 387 | ||||
| 比重 | - | D792 | 1.53 | ||||
| 伸び率 | % | D1708 | 12 | ||||
| 硬度 | - | D1706 | D-75 | ||||
圧縮変形
|
% | D621 | 0.5 | ||||
| 曲げ強さ | kg/cm2 | D790 | 823 | ||||
| 吸水率 24hr | % | D570 | 0.0 | ||||
| 線膨張係数 | ℃ | D696 | 9.8×10-5 | ||||
| 静摩擦係数 | - | - | 0.08 |

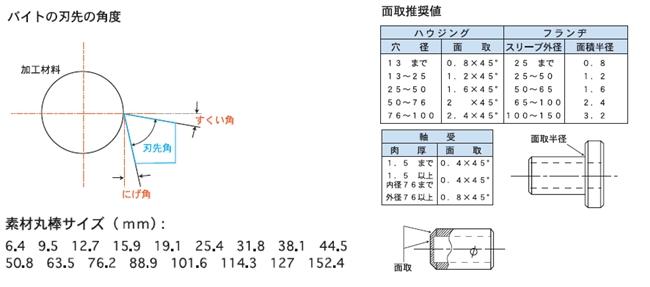
| 工具 | 超鋼バイトをお勧めします。 |
|---|---|
| 切削油 | 必ずしも必要ではありませんが、金属より膨張係数が高いので精密加工の場合には、切削油の仕様をお勧めします。 |
| 送り速度 | 粗加工 0.13~0.2mm/min 仕上げ 0.05~0.08mm/min |
| 周速 | 粗加工 60~150m/min 仕上げ 90m/min |