工場の自動化ソリューション
工場の自動化ソリューション
NCゲージの使える機能
NCゲージの使える機能
第1回:穴の端面中心位置の心出し
穴の端面中心位置の心出しについて
製作図上には加工に必要な基準位置が明記されています。
複雑な形状になってきますと物理的に測定ができない仮想の位置が基準位置になる場合があります。
NCゲージは演算機能がありますので測定ができる位置を測定して、その結果より仮想の位置を演算で求める機能があります。
問題点
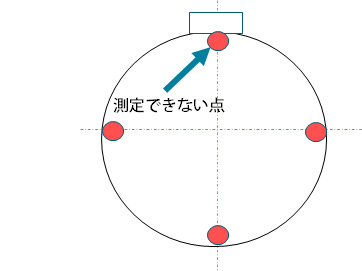
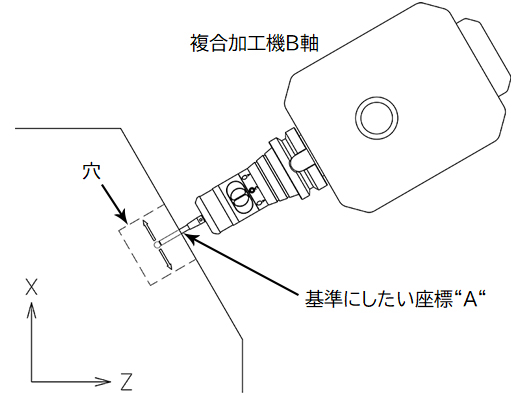
基準にしたい座標“A“は穴の端面であるため測定が困難です。
その理由は、面取りがあるため穴の内径に接触できません。
また面取りが無くとも、スタイラスのルビー球の赤道位置を穴の端面に接触させることは誤差があるため困難です。
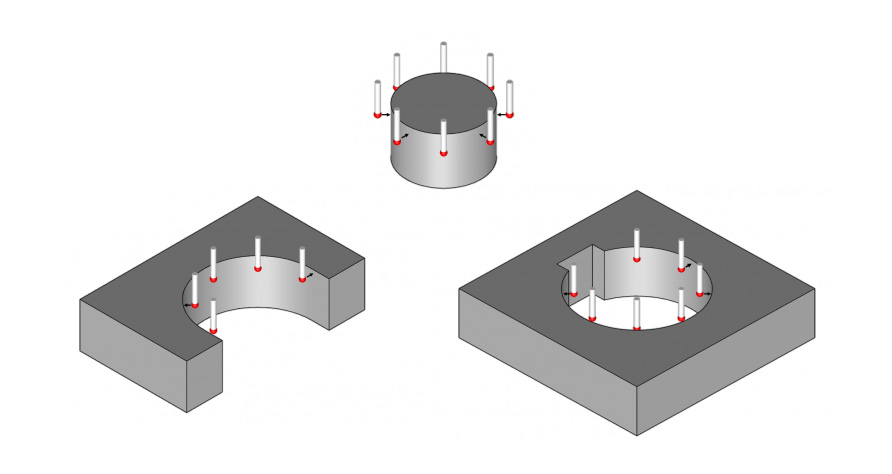
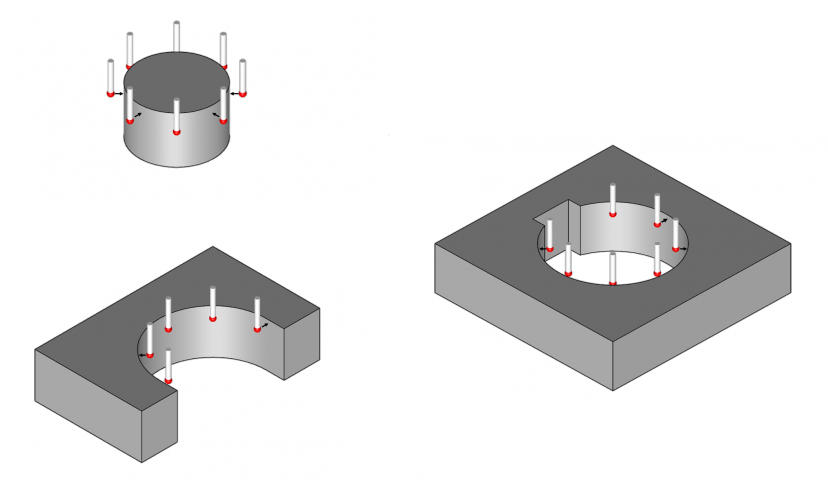
NCゲージでの手順
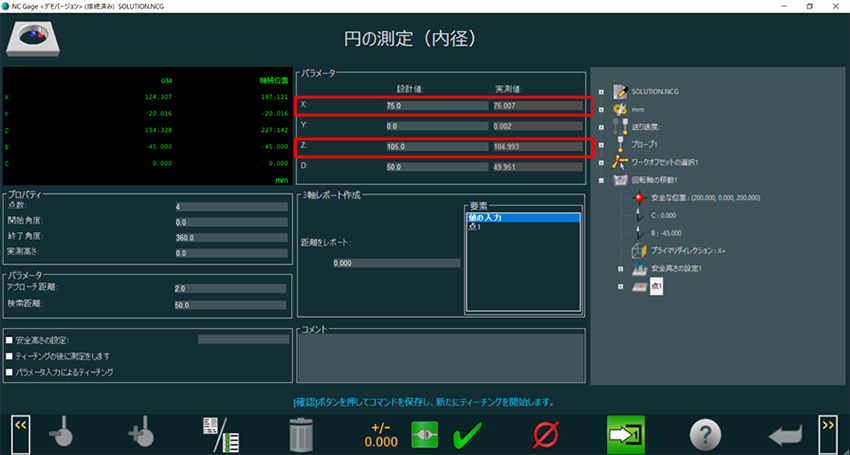
心出しで基準にしたい穴の端面(斜面)の位置を点測定で測定します。
その後、適当な位置で穴の内径を測定します。現在穴の内径を測定した座標でその中心座標が演算されます。
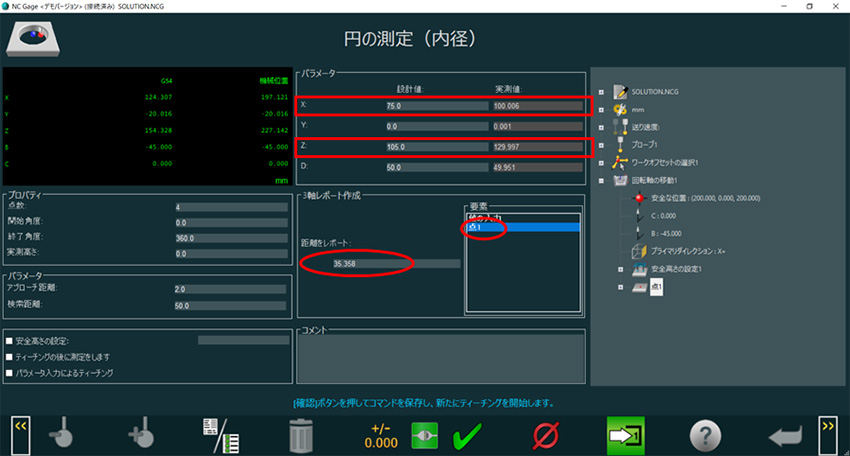
実際に心出しとして必要な座標は点”A”です。
NCゲージは自動的に距離L分を演算しBの座標をA点までシフトする機能があります。
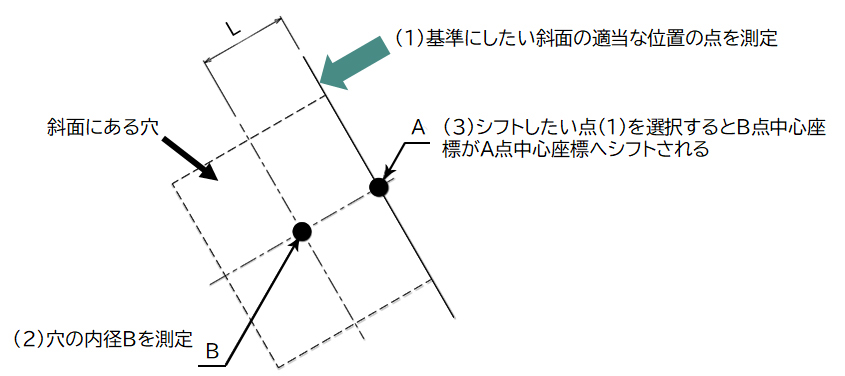
Step 01基準にしたい斜面の適当な位置の点を測定
Step 02穴の内径Bを測定
Step 03シフトしたい点(Step 1)を選択するとB点中心座標がA点中心座標へシフトされる
動画
音声ガイダンスがありますので是非ご覧ください。
その他のNCゲージの特長は、下記ページよりご確認いただけます。
NCゲージ ソリューションNCゲージの使える機能
第2回:斜面、自由曲面の点測定
斜面 自由曲面の点測定での問題点
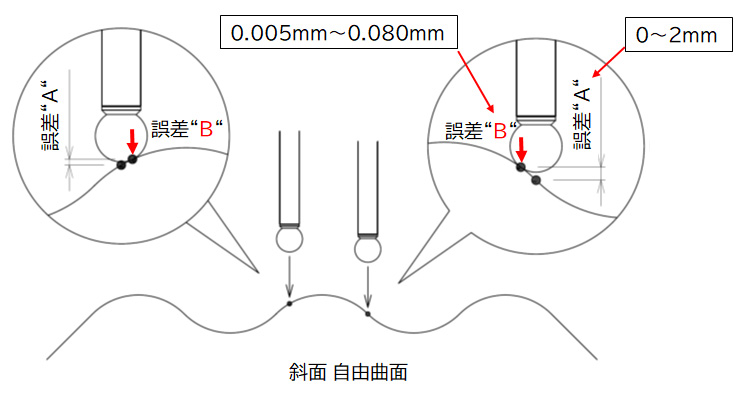
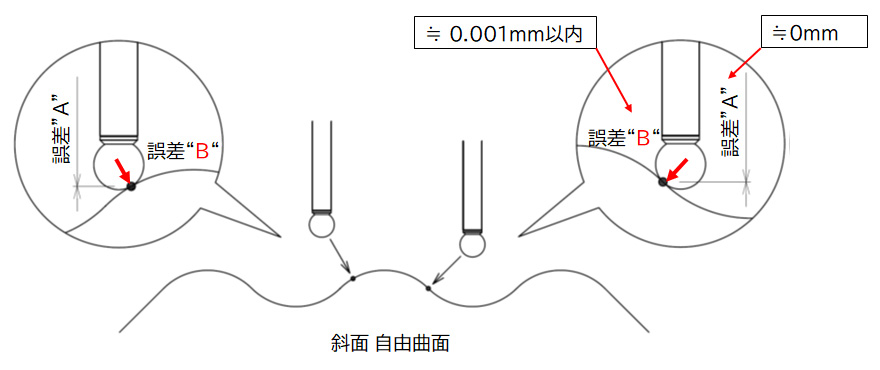
自由曲面の点を測定する過程でX-Y座標を決めて、Z軸方向に垂直に移動し計測を行う場合は以下のような誤差“A”が生じます。
これはルビー球の半径が点に接触する角度で変化し誤差となります。例えばφ6のルビー球を使用している場合0~2mm程度の誤差が予想されます。
さらに、ルビー球が接触する点はタッチプローブのキャリブレーションがなされていない方向になりますので、電気的な誤差“B”(プリトラベル量といいタッチしてからタッチ信号を出力するまでに移動する距離)が生じます。
電気的な誤差はプローブの種類、スタイラスの形状により変化しますがおよそ5μm~80μmの可能性があります。
問題点
斜面や自由曲面の点を測定する場合、その面に面直に接しなければ大きな誤差が生じます。
また、接触する面の角度が異なってくるとその後も変化していき、正確に計測することができません。
斜面 自由曲面の点測定でのソリューション
NCゲージはCADデータを読み込む機能はありません。しかしながら点データのベクトルを認識する機能があります。
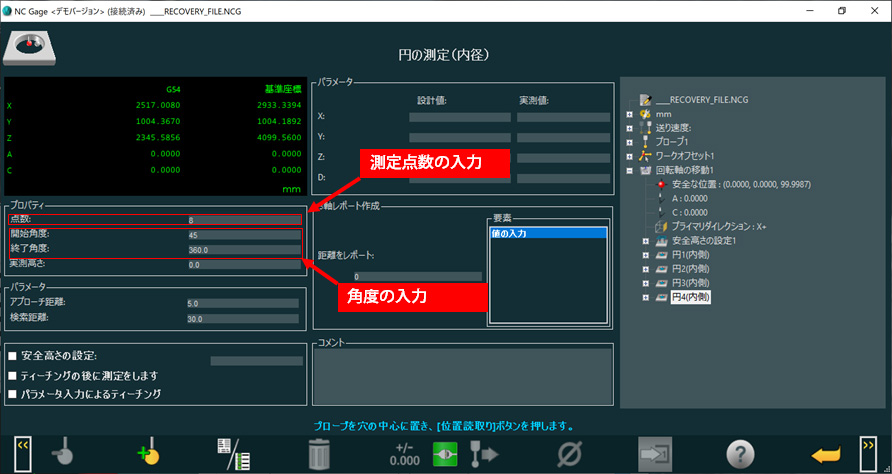
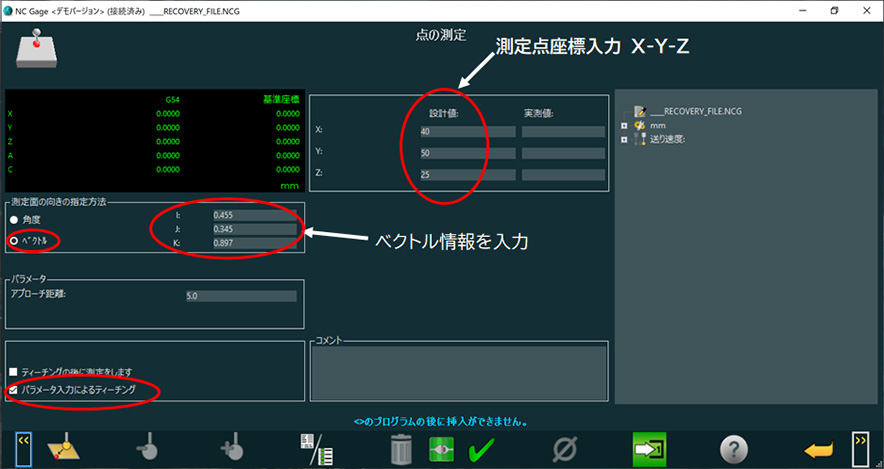
点測定機能のパラメータ入力設定において、測定する点の座標位置「X-Y-Z」を入力し、かつ「I-J-K」のベクトルを入力することで、斜面や自由曲面の点に対して面直に測定することができます。
「I-J-K」によりベクトルが指定されますので、その方向に適合したプローブのキャリブレーション値が自動的に補正されます。
従いまして、プログラム上では誤差“A”は0になります。電気的な誤差“B”(プリトラベル量といいタッチしてからタッチ信号を出力するまでに移動する距離)もキャリブレーション値で補正されますので、誤差は無視できるレベルになります。
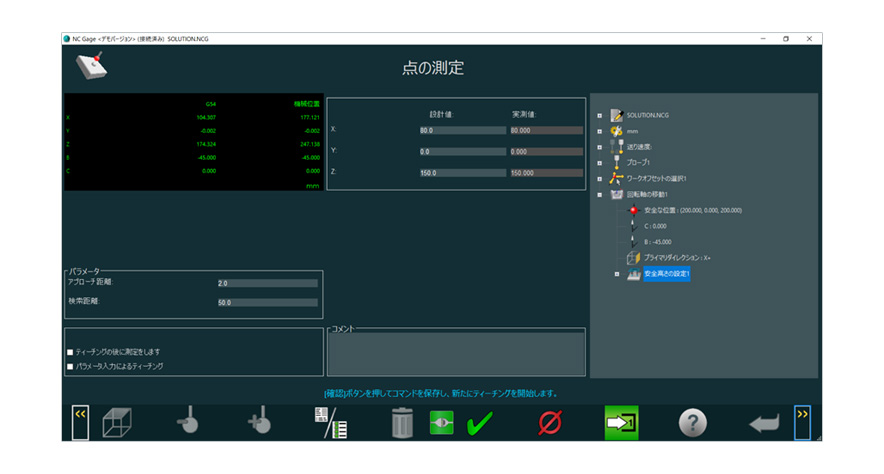
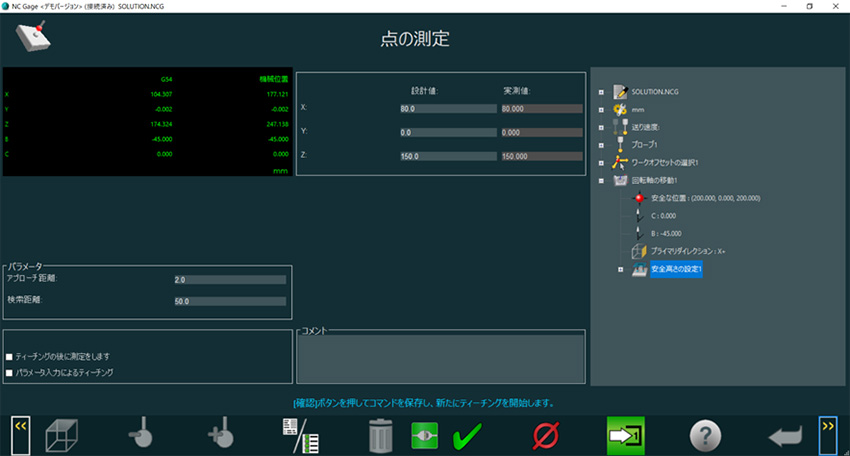
自由曲面測定時のNCゲージ画面例
斜面、自由曲面の測定したい点の座標値とベクトルを入力すると自動で計測が開始されます。
動画
音声ガイダンスがありますので是非ご覧ください。
その他のNCゲージの特長は、下記ページよりご確認いただけます。
NCゲージ ソリューション